
使用EDEM对粉末填充及压实过程进行仿真分析
通过EDEM离散元仿真技术深入了解粉末系统力学机理,研究粉末填充和压实过程中颗粒移动和变形的规律,讨论并定量描述工艺操作及模具结构对过程性能的影响,为最佳工艺操作提供量化的数据信息,具有重要的实用性。
点击查看——使用EDEM对粉末填充及压实过程进行仿真分析视频
研究方法
- 在模型中使用多球法近似了物理颗粒形态
- 使用EEPA接触模型模拟粉末的粘性-弹性-塑性-内聚行为
- 颗粒与颗粒的相互作用参数与微晶纤维素(MCC)的单轴受限压缩应力-应变测量值进行了校准
- 颗粒与模具壁的相互作用参数根据 MCC 相对于不锈钢滑动的壁屈服轨迹测量值进行了校准
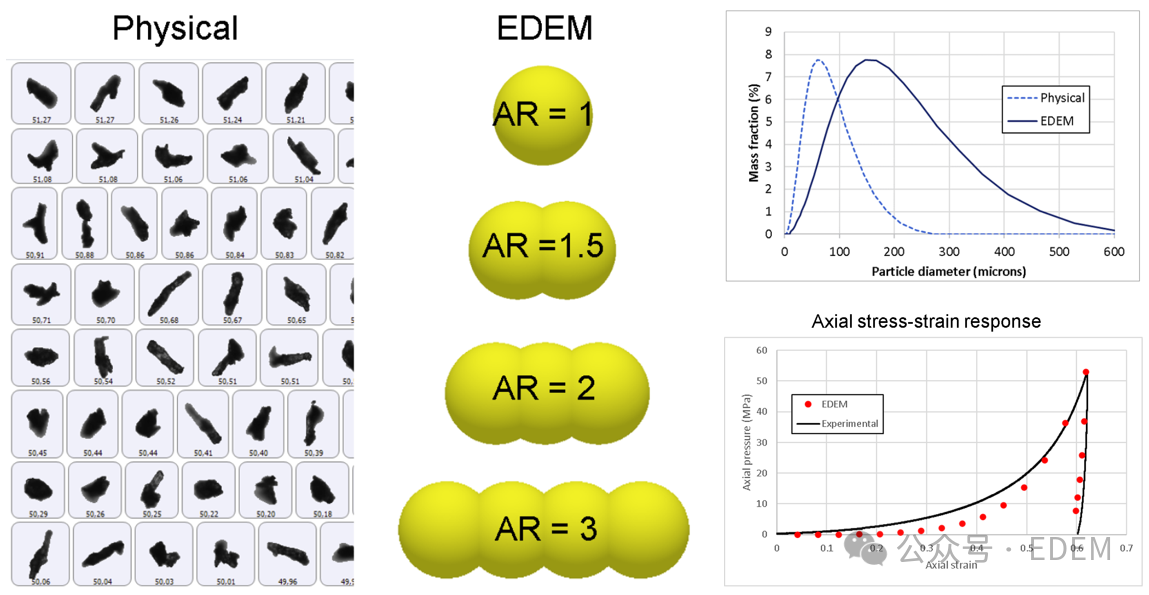
图1:EDEM颗粒形状、粒径分布、接触模型标定结果
· 粉末填充水平
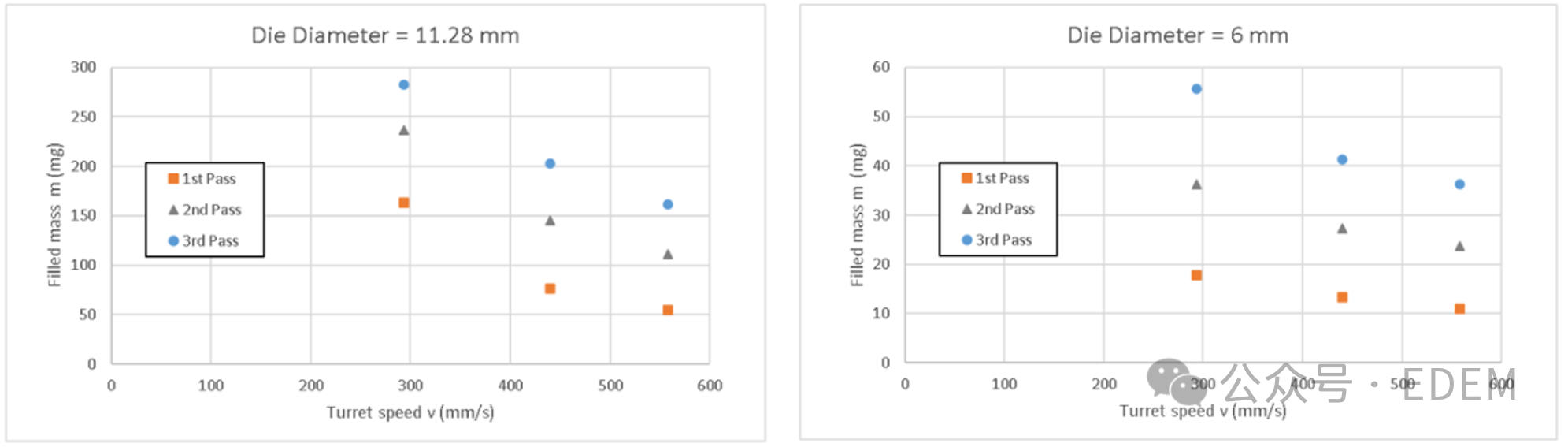
图2:叶片速度、模具直径和叶片通过次数对粉末填充质量的影响
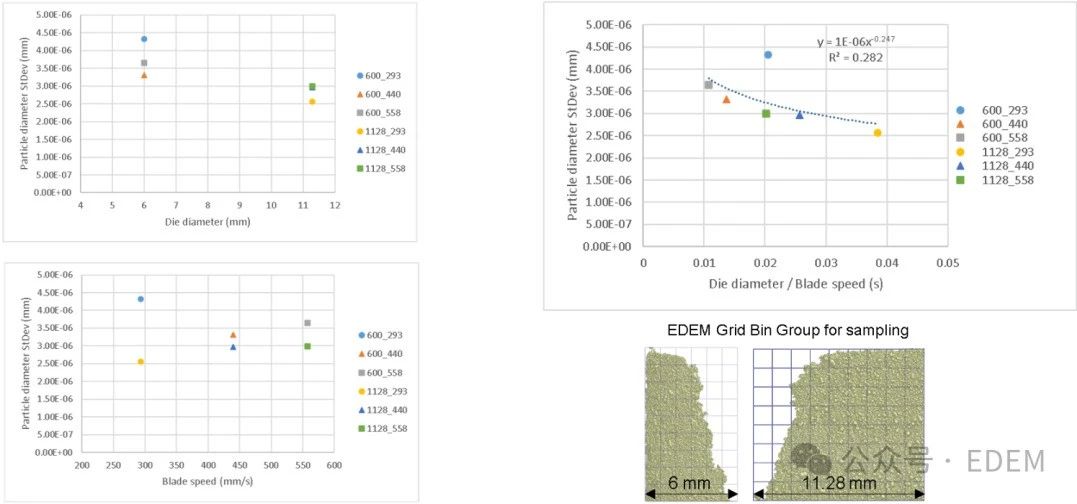
· 粒度偏析
粉末填充过程中的另一个重要现象是粒度偏析,这会破坏混合物均匀并导致后续的不均匀压实。
将数据进行归一化处理,其中除了模具直径6mm和叶片速度293m/s的极端组合外,其他情况都会坍缩到一条曲线上,该曲线结合上文叶片通过单个模具的时间(v/D)与粉末在模具内的填充水平 (m/D2 )关系使用,可以实现在给定的填充质量下最小化偏析。
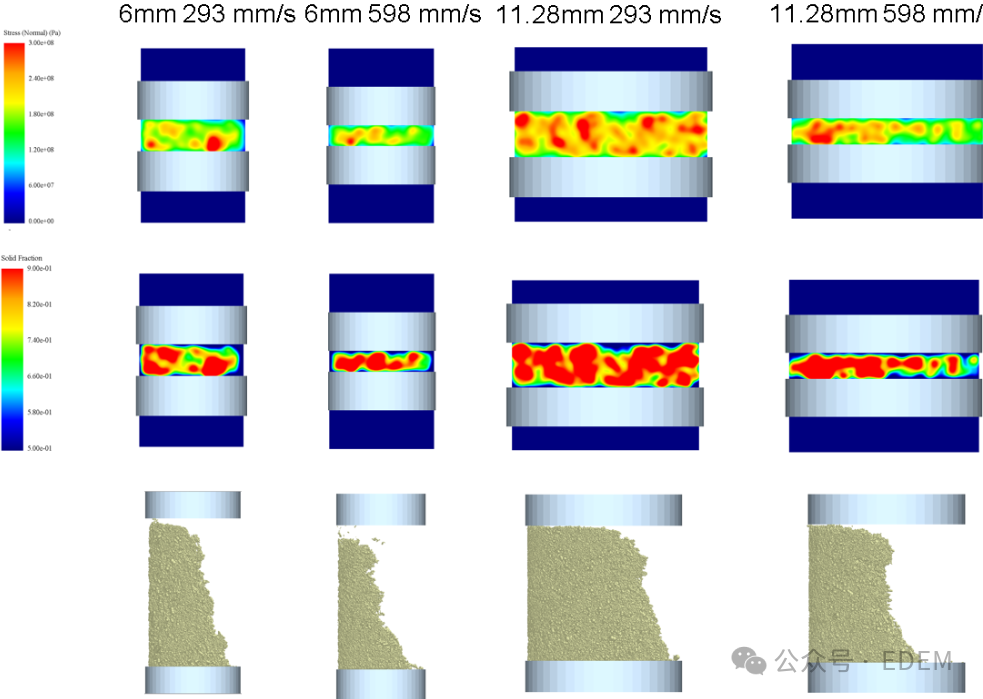
在压实峰值时检查压制粉末的颗粒应力状态——这一结果对于均匀压实很重要,但很难通过实验获得。
在该案例中,如第3列仿真结果所示,通过增加模具直径和降低叶片转速能够有效缓解不均匀压实的问题。可以进一步分析各组合变量对研究目标的影响。
- 提高粉末填充水平
- 减小粒度偏析
↓↓更多推荐↓↓